|
한 국 산 업 규 격 KS
훼스너
- 비전해식 아연말 피막처리
Fasteners Non-electrolytically applied
zinc flake coatings |
서문
이 규격은 1999년 추진하고
있는 ISO/FDIS10683(Fastners-Non-electrolytically
applied Zinc flake coatings)을 번역하여 기술적인 내용 및 규격표의 서식을 변경하지
않고 작성한 한국 산업규격이다.
1.적용범위
이 규격은 강재 훼스너 미터나사에 적용되는 비전해식 아연말
피막(이하 피막이라 한다)의 피막두께 내식성,기계적 및 물리적성질에 대하여 규정한다.
또한 이 규격은 크롬산염을 함유하거나 미함유한 비전해식 아연 말 피막(아연
말 화성피막처리)모두에 적용된다. 다만 피치가 0.8mm( <M5 )이하인 훼스너를
미터나사나 작은 홈붙이(+또는 -)나 구멍(6각,4각 또는 3각)이 있는 훼스너를 피막처리할
경우는 인수 인도 당사자간의 협의에 따른다.
이 규격에 따른 피막은 나사 못(Wood screws),셀프 태핑나사,셀프 드릴나사,나사산
절삭나사(Thread cutting screws),나사산 전조나사(Thread rolling screws)와 같은
보통구멍에 나사가 생기면서 체결이 이루어지는 철강 태핑 나사 뿐 아니라 와셔나
핀과 같은 나사산을 갖지 않은 체결용 부품에도 적용될 수 있으며 다른 타입의 강제
훼스너에도 동일하게 적용될 수 있다.
이 규격에 따른 피막은 윤활제가 포함된 것이나 별도로 윤활제를 추가해 제공할 수
있다.
2. 인용
규격
다음에 나타내는 규격은 이 규격에 인용됨으로서
니 규격의 규정 일부를 구성한다.
이러한 인용규격은 그 최신판을 적용한다.
KS B 0233 :강제 볼트.
작은 나사의 기계적 성질
KS B 5221 :미터 보통 나사용 한계 게이지
KS D 9502 :염수 분무 시험방법
KS D 0254 :도금의 밀착성 시험방법
KS B 0211 :미터 보통 나사의 허용한계 치수 및 공차
ISO 898-1 :Mechanical
properties of fasteners made of carbon steel and alloy steel - Part 1
Bolts, Screws and Studs
ISO 1502 :1978, ISO general purpose metric
screw thread - Gauging
ISO 1463 :1982, Metric and oxide coatings
- Measurement of coating thickness
-
Microscopical method.
ISO 6988 :1985, Metric and other non-organic
coatings - Sulfur dioxide test with general
condensation
of moisture.
ISO 8991 :
1986, Designation system for fasteners.
ISO 9227 :
1990, Corrosion test in artificial atmospheres - Salt spray test.
ISO/DIS 15330 :
1997, Fasteners - Pre loading test for the detection of hydrogen embrittlement
-
Parallel bearing surface method.
3. 정
의
이 규격에서
사용하는 주된 용어의 정의는 다음과 같다
비전해식 아연말 피막(윤활제가 포함된 것 또는 없는 것) : 이 피막은 훼스너의 표면에
아연 플레이크와 알미늄을 잘 분산시킨 액을 열풍(건조)에 의해 플레이크와 플레이크,플레이크와
금속소지를 결합시키고 음극 보호방식이 이루어지도록 전기적으로 잘 전도되는 무기질의
피막을 형성하는 것을 말한다. 이 피막은 크롬산 염을 함유 한 것과 미 함유한 것이
있다.
4. 일반사항
이 피막의 특징은 피막처리 공정에서 부품에
흡수되는 수소가 전혀 생기지 않으며, 그 전처리 세척도 수소발생이 생기지 않는
쇼트 블라스팅 등으로 하여 피막처리 공정에서 수소 취성의 위험이 없다. 만약 세척방법을
산 세척과 같이 수소흡수가 되는 것을 적용하였으면 경도 365Hv이상인 훼스너는 수소
취성의 문제점이 생기지 않도록 내부 공정에서 확실하게 관리되어야 한다. 그러나,
이 피막은 수소에 대하여 높은 투과성이 있어 만약피막처리 공정 이전에 흡수된
수소는 건조 공정 중에 수소가 발산되어 진다.
5.치수와
시험
5.1 일반
(1) 미터나사에 적용되는
피막처리는 표 1에 주어진 것처럼 해당 나사의 기초가 되는 치수와 피치 및 공차
위치에 의해 제한된다. 이 피막이 수 나사의 경우 기준 치수를 초과할 수 없으며
암나사의 경우에는 기준치수 이하로 내려갈 수 없다. 이것은 만약 공차 영역이 기준
치수까지 확보되지 않는다면 암 나사의 공차위치 H에 의해 측정 가능한 나사에만
적용이 가능하다.
(2) 피막처리된 볼트,스크류,너트는
체결 상대 나사와 용이하게 체결되어야 한다. 다만, 피막의 불균일로 인하여 체결이
다소 어려움이 있는 경우에는 체결토오크가 0.001 d3(Nm)를
넘지 않아야 한다. 이때 d 는
호칭나사 지름이며 단위는 mm이다.
(3) 다른 치수는 피막처리
전의 것을 적용한다.
-주- 홈 붙이
나사나 작은 너트와 같이 작은 공차로 인해 피막의 두께가 칫수에 영향을 미칠 수
있는 것은 반드시 사전에 점검하여야 하며, 이 경우 인수 인도 당사자간에 합의가
이루어져야 한다.
표 1--미터나사
피막 두께의 이론상의 최대 허용한계
피치
p |
보통 나사
호칭 지름
d |
암 나사 |
수 나 사 |
| 공차 위치 G |
공차 위치 g |
공차 위치 f |
공차 위치 e |
기본치수
허용한계 |
피막두께최 대 |
기본치수
허용한계 |
피막두께
최 대 |
기본치수
허용한계 |
피막두께
최 대 |
기본치수
허용한계 |
피막두께
최 대 |
| mm |
mm |
㎛ |
㎛ |
㎛ |
㎛ |
㎛ |
㎛ |
㎛ |
㎛ |
0.2
0.25
0.3 |
1;1.2
1.4
|
+17
+18
+18 |
4
4
4 |
-17
-18
-18 |
4
4
4 |
|
|
|
|
0.35
0.4
0.45 |
1.5; 1.8
2
2.5;
2.2 |
+19
+19
+20 |
4
4
5 |
-19
-19
-20 |
4
4
5 |
-34
-34
-35 |
8
8
8 |
|
|
0.5
0.6
0.7 |
3
3.5
4 |
+20
+21
+22 |
5
5
5 |
-20
-21
-22 |
5
5
5 |
-36
-36
-38 |
9
9
9
|
-50
-53
-56 |
12
13
14 |
0.75
0.8
1 |
4.5
5
6; 7 |
+22
+24
+26 |
5
6
6 |
-22
-24
-26 |
5
6
6 |
-38
-38
-40 |
9
9
10 |
-56
-60
-60 |
14
15
15 |
1.25
1.5
1.75 |
8
10
12 |
+28
+32
+34 |
7
8
8 |
-28
-32
-34 |
7
8
8 |
-42
-45
-48 |
10
11
12 |
-63
-67
-71 |
15
16
17 |
2
2.5
3 |
16; 14
20;18;22
24;27 |
+38
+42
+48 |
9
10
12 |
-38
-42
-48 |
9
10
12 |
-52
-58
-63 |
13
14
15 |
-71
-80
-85 |
17
20
21 |
3.5
4
4.5 |
30;33
36;39
42;45 |
+53
+60
+63 |
13
15
15 |
-53
-60
-63 |
13
15
15 |
-70
-75
-80 |
17
18
20 |
-90
-95
-100 |
22
23
25 |
5
5.5
6 |
48;52
56;60
64 |
+71
+75
+80 |
17
18
20 |
-71
-75
-80 |
17
18
20 |
-85
-90
-95 |
21
22
23 |
-106
-112
-118 |
26
28
29 |
★
보통 나사의 호칭 지름에 대한 정보는 단지 참고용이며, 특성을 결정하는
것은 나사의 피치이다.
-주의 - 피막두께는 이론상의 최대
허용한계는 각각 암나사의 최소 허용한계 또는 수나사의 최대 허용한계에서의
나사치수를 기준으로 계산 되었다. |
만약 6항에 규정된 부식시험을
달성하기 위하여 최소 피막 두께(t min)가 요구되면 피막 두께 범위는 그 자체의 최소 피막두께와 대략 같게
고려되어야 한다. 그러므로 최대 피막두께는 표2 에서의 요구되는 최소 피막두께의 2 배가 예상된다. 표2 에 주어진 것 처럼 4t min (또는 8t max)의
규정된 최소 피막두께를 위해 최소 기초가 되는 치수의 허용한계가 요구된다.표
2 피막 두께와 기본치수의 허용한계
| 피막 두께 |
기본치수의 최초 허용한계 |
최소
값
t min |
예상
최대 값
t max |
4
5
6 |
8
10
12 |
32
40
48 |
8
9
10 |
16
18
20 |
64
72
80 |
| 12 |
24 |
96 |
만약 표 1에서와 같이 주어진
피치의 기본치수가 되는 치수 허용 차가 최소 피막 두께로 충분히 허용되지
못하면 나사의 공차위치를 바 꾸던지 ( 즉 g 대신 f )또는 주어진 공차 영역에서의
공차는 나사가 각각 암 나사의 최대 허용 공차 한계나수 나사의 최소 허용
공차 한계 내에서 제조되도록 제한하여야 한다.규정된 부식시험을 만족하기 위한 최소 피막 두께는 표 3과 같다.
최소 국부 피막두께가 표 3과 같이 규정되어 있다면 마그네틱 방법이나 X-RAY기술에
의해 측정할 수 있다. 분쟁이 있을 경우에는 마이크로 스코프법등 신뢰성이 보장되는
적절한 시험 방법으로 판정하여야 한다.
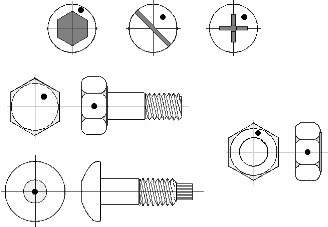
두께측정을 위한 측정 위치는 그림 1과
같다
그림1 : 나사의 피막두께 측정을 위한 측정위치
6.
부식 시험
6.1 일반
KS D 9502에 의한
염수분무시험은 피막의 상태를 평가하는데 사용된다. 부식시험은 인도 상태에 있는
피막처리 부품에 적용되나, 시험결과는 특별한 환경 조건에서의 부식 방식
효과와는 관련 지을 수 없다.
-주의- 일반적으로 피막은 표3 에 의한 염수분무 시험기간에 따라
규정한다.
6.2 외관
표 3에 의한
염수분무 시험을 실시하였을 때 소재에 붉은 녹이 발생하지 않아야 한다.
표 3 시험기간(염수분무시험)
| 시험기간 h |
최소 국부 피막두께
(만약 구매자에 의하여 지정되었다면
★) |
크롬산
함유 피막 (fZnyc)
㎛ |
크롬산염
미함유 피막(fZnnc)
㎛ |
240
480
720
960 |
4
5
8
9 |
6
8
10
12 |
★ 구매자가 크롬산염 함유(fZnyc) 또는 크롬산 염 미함유(flZnnc)중
원하는 것을 지정할 수 있다.
지정치
않으면 9항과 같이 fZn만의표시가 적당하다.
-주의- 만약 구매자가
단위 면적당 피막중량을 규정한다면 다음과 같이 두께를 환산할 수 있다.
--- 크롬산염함유 피막 : 4.5 g/㎡ 당
두께 1㎛
---
크롬산염 미함유 피막 : 3.8 g/㎡ 당 두께 1㎛ |
7.
기계적.물리적 성질과 시험
7-1 일반
피막처리 공정은 관련된 KS규격에 규정된 것처럼 훼스너의 물리적,
기계적인 성질을 나쁘게 하는 영향을
주지 않아야 한다.따라서,
주문자는 피막 처리할 소재에 따라서 적정한 건조 온도와 건조시간 등 주의할
사항을 제시할 수 있다.
7-2 외관
피막의 색은 은 회색으로 하며, 피막처리된
나사는 부식방지와 사용상 결함에 나쁜 영향을 주는 부풀음,
국부
과도막 부위 등이 없어야 한다.
와셔, 너트, 움푹한 드라이브 나사와 같은 부품은 과도막 또는 피막처리가
안된 부분의 발생을 방지하기
위해서 특별한 기술이 필요하다.
7.3 내열온도 시험
피막처리된 나사를 150℃에서 3시간 동안
가열한 후에도 6항의 규정을 만족하여야 한다.
7.4 유연성 시험
KS B 0233에
규정하는 표준 하중으로 피막처리된 나사에 부하를 주었을 때 6항의 규정을 만족하여야
한다.
다만, 유연성은 미터 나사인 볼트,스크류,그리고 스터드에
적용된다.
7.5 밀착성
피막 밀착성 시험은 폭 19mm의 셀로판 점착
테이프(KS A 1528)를
표면에 손으로 잘 문질러 붙인 후
표면과 수직방향으로 갑자기 잡아 당겼을 때 피막이 소재에서 벗겨져서는
안 된다. 다만, 테이프에 코팅
물질이약간 묻어 있는 것은 괜찮다.
7.6 음극 보호
피막의 음극보호 용량은 최대 0.5mm의 폭으로
스크렛치를 소재까지 긁은 표본을 6항에 따른 염수분무시험
으로실시하며, 염수분무시험 72시간 후 긁은 부분에서 붉은 녹이
없어야 한다.
7.7 내부 윤활제 또는 별도 윤활제를
처리한 피막의 토크/인장력
토크/인장력의 요구사항은 인수.인도 당사간의
협의에 따른다.
8.
적용 시험
8.1 일반
5.6.7항에 주어진 모든 요구사항은 피막의
일반적인 특성이나, 구매자에 의해 별도로 규정된 것을 적용한다.
8.2항에 포함한
시험은 각각의 나사의 로트 별로 실시하며, 8.3항에 포함한 시험은 각각의 나사 로트 별로
적용하는 것이아니라 내부 공정조절을 위하여 적용된다.
8-2 로트별 샘플링 검사
---나사의 게이징 (5항 참조)
---외 관 (7.2항 참조)
---밀 착 성 (7.5항 참조)
8.3 내부 공정조정을 의한 시험
---부식시험(6항 참조)
---내열온도 시험(7.3항 참조)
---유 연 성(7.4항 참조)
---음극 보호(7.6항 참조)
8.4 구매자가 요구할 때만 실시하는
시험
---피막두께(7항 참조)
---윤활제로 처리된 피막의 토크/인장력 관계
9.
표시 방법
피막의 명칭은 비 전해식 아연 말 피막을
fZn기호로 사용하여 제품 명칭에 염수분무시험 요구 기간과필요하다면 크롬산염
함유피막(yc) 또는 크롬산염 미함유 피막(nc)의 규격을 추가하여야 한다.
예 1 :
염수분무시험의 요구기간
480시간인 6각볼트 M12 X 80 -10.9의 비전해식 아연말 피막(fZn)
6각 볼트 KS B 1002 -M12 X 80 -10.9 -fZn -480 h
윤활제 포함된 피막이 요구되면, 글자
L을 명칭의 맨 뒤에 첨가하여야 한다.
6각 볼트 KS B 1002 -M12 X 80 -10.9 -fZnL -480 h
별도의 윤활제(외부 윤활제)피막이 요구되면
글자 L을 명칭의 맨 뒤에 첨가하여야 한다.
6각 볼트 KS B 1002 -M12 X 80 -10.9 -fZn -480
h - L
예 2 :
염수분무시험 기간이 480시간이고,
크롬산 염이 미함유 되어 있는 비전해식 아연말 피막(fZnnc)을 한
6각볼트
M12 X 80 - 10.9 :
6각 볼트 KS B 1002 -M12 X 80 -10.9 -fZnnc -480
h 예 3 :
염수분무시험
기간이 480시간이고, 크롬산 염이 함유되어 있는 비전해식 아연말 피막(fZnyc)을
한
6각볼트M12X80-10.9 :
6각 볼트 KS B 1002 -M12 X 80 -10.9 -fZnyc -480
h 10. 요구사항
이 규격에 따른 피막 나사부품을 주문하고자
할 때는 다음과 같은 사항을 요청하여야 한다.
a) 이 규격의
참고자료와 피막의 명칭(9항 참조)
b) 피막처리 공정상
영향을 받을 수 있는 부품재질의 상태 (예: 열처리, 경도와 그 밖의 성질등)
c) 생산규격과
차이가 있다면 나사의 공차
d) 성능(토크/인장력,마찰계수,후처리)과
윤활제가 포함된 피막이나 별도의 윤활제 피막의 검사
방법은 구매자와 공급자간의 합의..
e) 시험 실행
항목 ( 8항 참조)
f) 견본
부 속 서 -내식성요구와 관련있는 피막두께 선택을 위한 예
구매자가 비전해식 아연말 피막처리 된 나사의 피치가
1.5 mm인 미터 볼트 M 10의 주문을 원한다. 구매자의 경험에 의하면 제품의 적용상
내부식성 요구를 만족하기 위하여 염수분무 시험 기간이 최소 480시간이 필요하다. 표-3을 사용하여 구매자는
최소 480시간에 최소 피막 두께 5㎛의 크롬산염 함유 비전해식 아연말 피막처리(fZnyc)를
하기로 하였다. 표-2를 사용하여
구매자는 최소 피막 두께 5 ㎛에 상용하는 최대 피막 두께는 10 ㎛이고 요구되는
최소 기초가 되는 치수 허용 차가 40 ㎛인 것을 알게 되었다. 표-1을 사용하여 구매자는 나사 피치 1.5
mm의 최소 기초가 되는 치수 허용 차 40㎛는 공차 위치 f를 채택하여야 하는 것을
알게 되었다.
◆ 구매자는 다음의 3가지 가능한 방법으로 결정한다. 1) 피막처리
전의 공차 6f를 인정
피막처리 업자는 체결상의 문제를 피하기 위하여 피막
두께가 11㎛를 넘어서는 안 된다는 것을 알아야 한다.
구매자는 아래와 같이 주문할 수 있다. 피막처리 전의 나사공차는 6f인
6각볼트
KS B 1002 - M 10 X 60 - 10.9 - fZnyc - 480 h
2) 구매자는 내부식성
요구를 줄이고 나사공차 6 g를 지킬 것을 결정.
표-1에 주어진 최소 기초가
되는 치수 허용 차는 나사 피치 1.5 mm의 경우 32㎛이며 최대 피막 두께 8㎛이다. 표-2에 따르면 최소 피막 두께는
4 ㎛이며, 표-3에 따른 크롬산염을 함유한 비전해식 아연말 피막(fZnyc)은 염수분무
시험 기간을 240시간으로 한다. 따라서 아래와 같이 주문할 수 있다.
6각볼트
KS B 1002 - M 10 X 60 - 10.9 - fZnyc - 240 h
- 주의 - 이
경우 나사공차의 규격은 생산규정에 따르므로 따로 필요 없다.
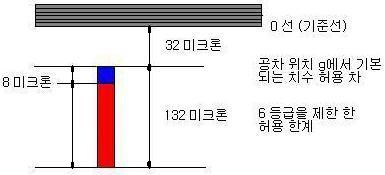
3) 구매자는 공차위치 g를
지키기를 원하며 염수분무 시험 기간을 최소 480시간 요구함. 이 경우 구매자는 요구되는
피막 두께를 감안하여 필요한 만큼 6등급의 나사 지름 공차 132㎛를 줄인다.
480 시간, 크롬산염
함유피막 (fZnyc) ---- t min = 5 ㎛( 표-3 )
t
max = 10 ㎛
피막처리를 위해 요구되는
틈새의 여유 ---- 40 ㎛
( 요구하는 최소 기초가
되는 치수 허용 차 )
공차 위치 g에서의 기본이
되는 치수 허용 차 - 32 ㎛
나사의 공차의 축소 필요량
------------- 8 ㎛
따라서, 아래와 같이 주문한다.
공차 6등급의 최대 나사지름을 8㎛ 줄임
6각볼트
KS B 1002 - M 10 X 60 - 10.9 - fZnyc - 480 h
- 주의 - 공차 6등급인 나사 공차의 축소 필요량 계산은 그림
2 참조.
그림 2 지정된 피막 처리를 하기 위한 나사 공차의
축소 |