|
|
| Home > 품질규격 > 스펙- I S O
|
 |
| |
|
| ISO 국제규격 |

|
ISO 10683
Fasteners-
Non-electrolytically applied zinc flake coatings |
|
|
|
1. Scope
This International Standard specifies requirements
for thickness corrosion resistance and mechanical and physical properties of
non-electrolytically applied zinc flake coatings steel fasteners with metric
threads.
If applies to both coating with of without chromate.
If fasteners with metric thread with pitch below 0.8mm (〈MS
)or fasteners with small internal drives or cavities are to be coated. special
agreement between supplier and purchaser is required.
Coatings according to this international Standard may also
be applied to steel screws which from their own mating threads sush as wood
screw, self tapping screws,self drilling screw,thread cutting screws and thread
rolling screws as well as to non-threaded steel parts sush as washers and pins.
They may be similarly applied to steel fasteners with other
types of thread.
Coatings according to this international Standard can be supplied
with integral lubricant and/ or with an externally added lubricant. 2. Normative references
The following normative documents contain provisions
which,through reference in this test,constitute provisions of this international
Standard. At the time of publication,the editions indicated were valid. All
normative documents are subject to revision. and parties to agreements based
on this international Standard are encouraged to investigate the possibility
of applying the most recent editions of the normative documents indicated below.
For undated references, the latest edition of the normative document referred
to applies. Members of ISO and IEC maintain registers of currently valid International
Standard.
ISO 898-1 :1989
Mechanical properties of fastener . Bolts,
screws and studs
ISO 1502 :1978
ISO general purpose metric screw thread-Gauging
ISO 1463 :1982
Metallic and oxide coatings-Measurement of
coating thickness-Microscopical method
ISO 6988 : 1085
Metallic and other non-organic coatings-Sulfur
dioxide test with general condensation of moisture
ISO 8991 : 1986
Designation system forfasteners
ISO 9227 : 1990
Corrosion tests in artificial atmospheres-salt
spray test
ISO/DIS 15330 : 1997
Fasteners-Preloading test for the detection
of hydrogen embitterment-Parallel bearing surface method
3. Definition
Non -electrolytically applied zinc flake coating(
with or without integral lubricant)A coating which is produced by
applying on the surface of a fastener a zinc flake dispersion,possibly with
addition of aluminum flakes .in a suitable medium which under influence
of heat(curing)generates a bonding of the flakes and between flakes and the
substrate thus forming a sufficiently electrically conduction inorganic surface
coating to ensure cathode protection. The coating may or may not contain chromate.
4. General
It is a characteristic df this type of coating that
no hydrogen which could be absorbed by the parts is generated during the coating
process. Therefore, by using pretreatment cleaning methods which do not generate
nascent hydrogen (for example blast cleaning),there is not risk of hydrogen
embitterment form the surface preparation procedure.
If cleaning methods are applied which could lead to hydrogen
absorption (such as cleaning).then for fasteners which 8 hardness above 365
Hv in process control shall be conducted to ensure that the process with regard
to hydrogen embroilment is under control. This can be done by a preload test
according to ISO 15330
However it should be noted that a non electrolytically
applied zinc flake coating has a high permeability for hydrogen which
during the curing process, allows effusion of hydrogen which may have been absorbed
before the coating process.
5.Dimensional requirements and testing
The applicability of coating to ISO metric threads
is limited by the fundamental deviation of the threads concerned as given in
table 1 and, hence, by the pitch and tolerance positions. The coating shall
not cause the zero line(basic size)to be exceeded in the case of external threads,
nor shall it fall below in the case of internal threads. this means that for
an internal thread of tolerances position H, a measurable coating thickness
can only be applied to the thread if the tolerance zone is not taken up to the
zero line(basic size).
After coating, ISO metric screw threads shall be gauged according
to ISO 1502 with a GO-gauge of tolerance position h for external threads and
H for internal threads. When gauging the coated thread a maximum torque of 0,001 d3.(N.m)is acceptable, where d is the nominal
thread diameter in min.
Other product dimensions apply only before coating.
NOTE Care should
be exercised where relatively thick coatings may affect dimensions with small
tolerances such as internal drives or small nuts, in these cases agreements
shall be made between the supplier and the purchaser.
Table 1 - Theoretical upper limits of coating thickness for
ISO metric threads
Pitch
p |
Nominal
thread
diameter
for coarse
pitch thread d |
Internal thread |
External
thread |
Tolerance
position G |
Tolerance
position g |
Tolerance
position f |
Tolerance position e |
Funda-
mental
deviation |
Coating
thickness
max. |
Funda-
mental
deviation |
Coating
thickness
max. |
Funda-
mental
deviation |
Coating
thickness
max. |
Funda-
mental
deviation |
Coating
thickness
max. |
| mm |
mm |
㎛ |
㎛ |
㎛ |
㎛ |
㎛ |
㎛ |
㎛ |
㎛ |
0.2
0.25
0.3 |
1;1.2
1.4
|
+17
+18
+18 |
4
4
4 |
-17
-18
-18 |
4
4
4 |
|
|
|
|
0.35
0.4
0.45 |
1.5; 1.8
2
2.5;
2.2 |
+19
+19
+20 |
4
4
5 |
-19
-19
-20 |
4
4
5 |
-34
-34
-35 |
8
8
8 |
|
|
0.5
0.6
0.7 |
3
3.5
4 |
+20
+21
+22 |
5
5
5 |
-20
-21
-22 |
5
5
5 |
-36
-36
-38 |
9
9
9
|
-50
-53
-56 |
12
13
14 |
0.75
0.8
1 |
4.5
5
6; 7 |
+22
+24
+26 |
5
6
6 |
-22
-24
-26 |
5
6
6 |
-38
-38
-40 |
9
9
10 |
-56
-60
-60 |
14
15
15 |
1.25
1.5
1.75 |
8
10
12 |
+28
+32
+34 |
7
8
8 |
-28
-32
-34 |
7
8
8 |
-42
-45
-48 |
10
11
12 |
-63
-67
-71 |
15
16
17 |
2
2.5
3 |
16; 14
20;18;22
24;27 |
+38
+42
+48 |
9
10
12 |
-38
-42
-48 |
9
10
12 |
-52
-58
-63 |
13
14
15 |
-71
-80
-85 |
17
20
21 |
3.5
4
4.5 |
30;33
36;39
42;45 |
+53
+60
+63 |
13
15
15 |
-53
-60
-63 |
13
15
15 |
-70
-75
-80 |
17
18
20 |
-90
-95
-100 |
22
23
25 |
5
5.5
6 |
48;52
56;60
64 |
+71
+75
+80 |
17
18
20 |
-71
-75
-80 |
17
18
20 |
-85
-90
-95 |
21
22
23 |
-106
-112
-118 |
26
28
29 |
★
Information for coarse pitch threads is given for convenience only.
The determining characteristic is the thread pitch
NOTE Theoretical upper limits
of coating thickness are calculated on the basis of thread dimensions
which are at the lower limit (internal thread) or upper limit (external
thread)of the respective thread tolerance. |
If a minimum coating thickness(t min)is required in order to achieve a specified corrosion
resistance (see clause 6)the range of the coating thickness has to be taken
into consideration which is approximately the same as the minimum coating itself.
Therefore the maximum coating thickness to be expected is twice as much as the
required minimum coating thickness see table 2. The minimum fundamental deviation
required for a specified minimum coating thickness which is 4t
max (or 8t min )is also given in table 2.
Table 2 -Coating thickness and required fundamental deviation
| Coating thickness★ |
Minimum fundamental
deviation required |
minimum
( if required,see table 3 )
t min |
maximum
( to be expected )
t
max |
4
5
6 |
8
10
12 |
32
40
48 |
8
9
10 |
16
18
20 |
64
72
80 |
| 12 |
24 |
96 |
★ The thickness of coating on the bearing face of fasteners
is important
with regard to reduction
of clamp load due to relaxation |
If for a given pitch the fundamental deviation
as given in table 1 is not sufficient to allow for the required minimum coating
thickness then.
-- either the tolerance position of the thread has to be changed ( e.g.f instead of g )
-- or the tolerance within the given tolerance field has to be restricted such
that the thread
has to be manufactured at the upper limit for
the internal thread or at the lower limit
external thread of the respective tolerance. |
Required minimum local coating thickness to achieve
specified corrosion resistance are given in table 3.
If the minimum local coating thickness is specified (see table 3) it may be
measured by magnetic or X ray techniques.
In the case of dispute the referee
test shall be the microscopical method as described in ISO 1463. The surfaced
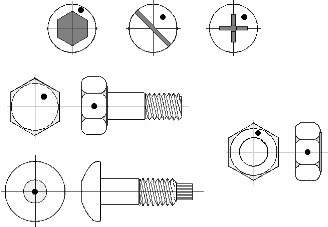
to be used for thickness measurements are those given in figure 1.
1 Measuring area
Figure 1 --Measuring area for coating thickness
measurement on threaded fasteners
6 Testing of corrosion protection
The neutral salt spray test according to ISO9227 is
used to evaluate the quality of the coating. The test is applied to coated parts
which are in the as delivered condition. Performance in the test cannot be related
to corrosion protection behavior in particular service environments.
NOTE In
normal cases the coating shall be defined by specifying the test duration for
neutral salt spray test according to table 3. see example 1 in clause 9.
After the neutral salt spray test with a test duration according to table 3
there shall be no visible ferrous(red) corrosion attack on the base metal.
Table 3 -- Test duration ( Neutral salt spray
test )
Test duration
h |
Minimum local coating thickness
( if it is specified
by the purchaser ★) |
Coating
with chromate
(flZnyc)
㎛ |
Coating
without chromate
(flZnnc)
㎛ |
240
480
720
960 |
4
5
8
9 |
6
8
10
12 |
★ The
purchaser may specify weather he wantsto have a coating with chromate
(flZnyc) or without chromate (flZnnc); otherwise the designation
flZn is suitable. see clause 9.
NOTE If the coating
weight per area is specified by the purchaser. it may be converted
into thickness as follows:
--- coating with chromate : 4.5 g/㎡
correspond to 1㎛ thickness
--- coating without chromate : 3.8
g/㎡ correspond of 1㎛ thickness. |
7. Mechanical and physical properties and testing
7.1General
The coating process shall not adversely influence
the mechanical and physical properties of fasteners as specified in the relevant
ISO Standards.
Consideration shall be given by the manufacturer supported by testing if necessary.
to determine whether the curing temperature and duration as specified by the
coater are suitable foe the particular type of fastener to be coated.
7.2 Appearance
The colour of the coating is silver grey. The coated
fastener shall be free from blisters, localized excess coating and uncoated
areas which may have adverse effects on corrosion protection and fitness for
use.
Special techniques may be necessary to avoid excess coating or uncoated areas
with parts such as washers. nuts and recess drive screw.
7.3 Temperature resistance
After heating the coated fasteners for 3 hours at
150℃(part temperature) the corrosion resistance requirements as specified in
clause 6 shall still be met.
7.4 Ductility
After loading the coated fastener with the proof load
specified in ISO 898-1 the corrosion resistance as specified in clause 6 shall
still be met in areas other than where thread engagement has occurred. This
requirement applies to bolts. screws and studs with metric thread only.
7.5 Adhesion/ cohesion
If an adhesive tape with an adhesive strength of (7
N ± 1 N) per 25 mm width is pressed by hand on the surface and is subsequently
pulled off jerkily and perpendicularly to the surface. the coating shall not
be peeled off the base metal. Small amounts of the coating material sticking
on the tape are acceptable.
7.6 Cathodic protection
The cathodic protection capability of the coating
can be tested by making the salt spray test according to be clause with a specimen
which is scratched to the base metal, the scratch having a width of max. 0.5
mm. After the salt spray rest of 72 h there shall be no red rust in the scratched
area.
7.7 Torque/tension relationship for coatings
with integral lubricant or externally added lubricant
The requirements for torque/tension shall be agreed
between the manufacturer and purchaser.
8. Applicability of tests
8.1 General
All requirements given in the clause 5, 6 and 7 apply
as far as they are general characteristics of the coating or are separately
specified by the customer. The tests included in clause 8.2 shall be carried
out for each lot of fasteners.
The tests included in clause 8.3 are not intended
to be applied for each fastener lot, but are used for in process control.
8.2 Tests mandatory for each lot
--Gauging of threads ( 5 )
--Appearance ( 7.2 )
--Adhesion/cohesion ( 7.5 )
8.3 Tests to be made for in process control
--Neutral salt spray test (6)
--Temperature resistance ( 7.3 )
--Ductility ( 7.4 )
--Cathodic protection ( 7.6 )
8.4 Tests which are only to be made when specified
by the customer
-- Coating thickness ( 5 )
--Torque/tension relationship for coating with integral lubricant ( 7.7 )
9. Designation
The designation of the coating shall be added to the product
designation in accordance with the designation system specified in ISO 8991
using the symbol flZn for non-electrolytically applied zinc flake coating, a
figure for the required duration of salt spray test in hours and, if necessary,the
specification for a coating with chromate(yc) or without chromate (nc).
EXAMPLE 1 Hexagon
head bolt ISO 4014 - M12 X 80 - 10.9 with a non-electrolytically applied zinc
flake coating(flZc), with a required duration of salt spray test of 480 h:
Hexagon head bolt ISO 4014
- M12 X 80 - 10.9 - flZn - 480h
if a coating with integral lubricant is required,the letter L shall be added
to the designation after the symbol for the zinc flake coating:
Hexagon head bolt ISO 4014
- M12 X 80 - 10.9 - flZnL - 480h
if a coating with a subsequent lubrication(external lubricant) is required,
the letter L shall be added at the of the designation:
Hexagon head bolt ISO 4014
- M12 X 80 - 10.9 - flZn - 480h - L
EXAMPLE 2 Hexagon head bolt ISO 4014 - M12
X 80 - 10.9 with a non-electrolytically applied zinc flake coating without chromate
flZnnc, with a required duration of salt spray test of 480 h:
Hexagon head bolt ISO 4014
- M12 X 80 - 10.9 - flZnnc - 480h
EXAMPLE 3 Hexagon head bolt ISO 4014 - M12
X 80 - 10.9 with a non-electrolytically applied zinc flake coating with chromate
flZnyc, with a required duration of salt spray test of 480 h:
Hexagon head bolt ISO 4014
- M12 X 80 - 10.9 - flZnyc - 480h
10. Ordering requirements
When ordering threaded parts to be coated according to this International Standard,
the flowing information shall be supplied to the coater:
a) THe reference to this International standard and the coating
designation(see clause 9).
b) The matrial of the part and its. condition, e.g. heat treatment,
hardness or
order properties, which may be influenced
by the coating process..
c) Thread tolerances if different from the product standard
d) Performance(torque/tension, coefficient of friction, sealing)
and the test
methods for integrally
lubricated or supplementary lubricated coating shall
be
agreed between the manufacturer and purchaser.
e) Tests to be carried out, if any(see clause 8)
f) Sampling |
| |
|
| |
 |
|
|