전기도금,산세척,전해 탈지등의 과정에서 발생하는 H(원자상 수소)가 금속에 침투하여 금속 조직 속에 존재함으로서 금속이 일정 이상의 응력을 받을 경우 절단되는 현상을 수소취성에 의한 절단이라 말합니다. 원래 H는 가장 작은 원자이므로 금속 내부에 침투가 용이합니다.
한편, 고장력의 기계적 성질을 갖는 볼트에서 강도 10.9 , 12.9 의 제품도 전기아연도금이 실용화되어 있지만 이러한 고 강도 부품은 전기도금시 수소 취성의 영향을 받기 때문에 ISO 규정에 의거 반드시 수소취성 제거 (BAKING) 처리를 의무적으로 하도록 되어 있으며, 도금조건에 따른 취성의 불 균일성을 고려한다면 전기도금은 피하는 것이 좋습니다.
근래 개발되어 실용화된 고 내식성 피막을 얻는 방법으로 아연 말 화성피막 (일명 다크로 처리)이나 메카니컬 플레이팅 (세라다이징)등이 있습니다. 이것은 수소 취성의 위험에 대한 염려가 없기 때문에 특히 고장력 볼트에 가장 적합합니다.
그러나, 마찰접합 고장력 볼트의 표면처리 선정에서는 나사의 토오크 계수가 매우 중요한 역할을 하므로, 표면처리 종류 및 후처리 종류에 따라 크게 달라, 실제로 충분한 체결시험을 통하여 선정하여야 합니다.
이와 같은 이유로 무처리(흑피/오일도포)볼트를 그대로 체결할 경우에는 부식 및 이로 인한 지연파괴의 원인이 빨리 오며, 또한 이음부 도장시 체결된 볼트의 이물질(기름 및 녹)을 완벽하게 제거하기란 거의 불가능합니다. 최근 우리나라도 이 부분이 중요하기 때문에 현재 모든 교량용 볼트는 내식성, 수소취성, 토오크안정, 도장성, 공정단축 등을 고려 할 때 다크로 처리가 매우 유리하므로, 설계에 반영되는 주된 원인이 되고 있습니다.
| 부 품 | 180℃ ∼ 230℃에서 최소한 BAKING 시간 (HR) |
강도 10.9의
볼트 |
4 6 8 12 2 6 |
인장강도 120 Kgf / mm2 이상으로 퀜칭-템퍼링하여 마찰접합용 고장력 볼트를 사용하는 경우 필이 고려해야 할 문제로 지연파괴가 있습니다. 이 지연파괴는 상온에서 정적인 인장부하 또는 굽힘 부하가 걸린 상태에서 어느 정도 시간이 지나면 외견상의 소성 변화없이 주로 볼트의 머리 밑 부분이나 어떤 흠집에서 균열이 발생하여 갑자기 절단되는 현상을 말합니다. 이러한 현상은 해안지대이나 대기오염이 심한 지역에 더 많이 발생합니다.
지연파괴(Slow)의 균열은 수소취성과 응력부식(재료의 응력과 부식의 협동 작용)에 의해서 일어납니다.
2) 지연파괴의 발생원인
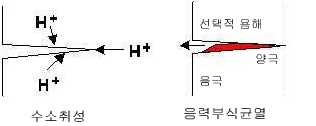
첫째 수소취성에 기인하는 것으로 아연도금, 카드뮴도금 또는 인산염 피막처리등을 할 때 전처리 과정에서 산 세척을 하게 되는데 이 때 수소가 강재 중에 침투하여 일어나기도 하고, 도금과정에서 피도물이 걸려 있는 음극에서 수소가 발생하므로, 수소가 흡착되어 취성이 생길 수 있습니다. 또한 용접시 발생되는 수소취성은 철의 용접 용해시 흡착된 수소가 응고시에 석출이 그 원인이 됩니다.
둘째 응력부식 균열에 기인하는 것으로 도금하지 않고 통상 열처리하여 수소가 침투하지 않는 경우에도 파괴가 일어나는 균열입니다. 이것은 자연 상태에서 비가 올 때에 대기 중의 염분이나 산류(酸類)가 물에 녹아 전해질 용액이 되면, 미약하나마 국부전지를 형성하게 되어 이 때 전기분해가 일어나 발생한 수소가 강재 중에 침투한다든가, 강 성분 중 선택적 용해가 이루어져 단면적이 감소하여 주위의 응력이 이곳에 집중되고 이러한 현상이 반복되면 지연파괴가 이루어집니다.
오스테나이트 스텐리스강이 식염수 정도의 전해질 수용액에서 지연파괴가 일어나는 것도 이것에 해당합니다.
3) 지연 파괴의 특징
a) 인장강도 : 120 Kgf/mm2 이상 강도가 클수록 발생하기 쉽다.
b) 수중이 공기 중보다 일어나기 쉽다.
c) 페인트류나 표면피복제등을 하여 물과 접촉을 차단하는 피복은 지연파괴 방지에 효과가 있다.
d) 진공으로 가스를 제거하여도 방지효과는 없다.
e) 수중에서는 실온 ~ 80도 사이에서 온도가 높을수록 일어나기 쉽다.
f) 응력집중 정도가 높을수록 일어나기 쉽다.
4) 지연 파괴의 방지 대책
첫째 수소취성의 원인을 방지하는 방법으로 고장력 볼트의 표면 전처리 과정에서 녹을 제거할 때 화학적 방법(산 세척등)으로 제거하지 말고 기계적인 방법(샌드 브라스트, 쇼트 브라스트, 그라스 비트등)으로 행하는 것이 좋으며, 전기도금시 취성 발생이 적은 방법으로 도금하며, 도금 후 반드시 규정에 의한 탈수소 처리를 행하지 않으면 안됩니다. 그러나 안전을 위하여 전기도금을 피하는 것도 한 방법입니다. 용접균열에 대하여는 용접 전 예열을 한 후 열처리에 의하여 수소를 제거하는 등의 대책이 있습니다.
둘째 응력부식균열을 방지하기 위하여 철저히 물과 접촉을 차단하는 방법으로 페인트류 또는 표면피복제등을 사용하여 대기 중 염분, 수분, 산성가스에 의한 국부적 부식이나 용해를 막는 방법입니다. 무기질 아연말도료 도장이나 다크로처리는 아연의 자기희생보호작용으로 염분이나 산성가스의 국부적인 부식작용을 억제합니다.
셋째 강재의 원소 성분 중 Cu, Cr, P 원소를 단독으로 또는 Ni, Mo, Al 등 성분과 함께 첨가하여 부식속도를 늦추는 등 어느 정도의 방지효과를 볼 수도 있습니다. 내후성 강(耐候性鋼)이 이러한 방법의 하나입니다.